
河北鑫泰轴承锻造有限公司 胡立涛
1、引言:锻造车间的“老大难”
我在河北鑫泰轴承锻造有限公司当技术班组长十多年,每次看到同事们不得不弯着腰搬动沉重的轴承锻件,挥舞大锤去敲打卡住的模具,心里总是很不舒服,这些传统作业方式存在着很多安全隐患,重物砸到脚上,敲击时飞溅出来的铁屑弄伤眼睛等等,每一个隐患都让我很是担心。
2022年底的一次班组会上,我把这些痛点列了出来,刚好公司推行提案改善制度,我决定带领大家搞一次真正的“工具革命”。
2、 破局:建立闭环创新方法
在经历了好几次失败与挫折之后,我慢慢摸索出一个道理来:班组搞创新活动可不是想干什么就干什么,也不是胡乱地搞,一定要按照一定的章法和规律来进行,我就提出了“调研—设计—试制—应用—专利化”五步闭环法:
第一步:实地调研,找真痛点,我带领孙义刚、杨纯祥、刘荣跃、常海华、柏松、刘殿兵、胡计勇等班组骨干,在班前班后利用一切时间,对下料、锻造、车加工、热处理、磨加工、检测、包装全流程进行“地毯式”走访,与一线操作者面对面交流,把大家最烦心的点都记录下来,最终梳理出16个核心痛点问题,并将这些痛点问题张贴在了班组看板上。
第二步:集思广益,拿出设计方案,每个痛点至少收3个改进建议,能画图的画图,能比划的比划,不说“能不能做”,先说“怎么做”。
第三步: 快速试制,现场验证,用边角废料做样件,成本低、周期短,不行就改,改完再试。
第四步: 稳定应用,纳入规程,做成的工具要经过至少3个月生产考验,用着舒服,就写进车间作业指导书。
第五步: 申报专利,固化成果,好用的工具不能只停留在车间里,还要形成知识产权,这样既能保护自己的成果,又能对外推广。
这个方法最根本的优势在于,把过去依靠少数人灵感的“创新”,变成了整个班组都能够掌握并执行的可操作化程序,截止到2025年底,我们按照这16个痛点研发了四大系列16项专用工装工具,获得授权实用新型专利16项、外观设计专利2项,另外还有5项发明专利正常审批中。
3、实战:四大系列工具破解班组难题
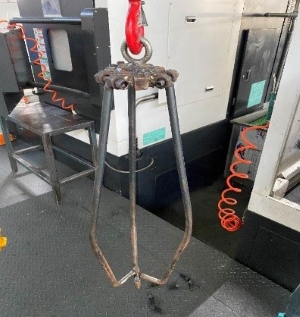
3.1 高效转运与吊装系列:让工件“自己夹紧自己”
吊装转运这个环节,大号的轴承锻件几十上百斤重,以前用吊钩吊带挂不住,歪斜的工件也危险,稍微一碰就掉下来。
我的核心创意就是力学原理让工件吊装“自锁紧”,我们研制出自重锁紧弧形夹板吊具,吊具上设置弧形夹板,工件越重夹得越紧,彻底解决脱落问题,针对不同规格工件,再研发内撑式可调卡爪吊具,可调卡爪从内壁撑紧,一套工具搞定所有规格。
在流转环节,与老工友发明了“丰字型”流转工具架,倾斜挂杆设计,一次可以挂满一架子套圈,单次转运量提升300%,而且挂杆设计能防止工件滑落,底部还集成了集油盘,把滴落的油液收集起来,车间地面从此告别油污。
3.2 智能拆卸与装配系列:告别“大锤时代”
模具拆卸也是我们车间的“硬骨头”,全包工装卡死之后,只能用大锤砸、撬棍撬,费力不说,还容易把工装敲变形报废。
我参照螺纹杆顶出原理,搞出了全包工装拆卸工具——转动手柄螺杆带动顶杆,平缓地把卡住的工装顶出来,第一次试用的时候,以前两个人拿大锤砸十五分钟才能搞定的事情,现在一个人用这个新工具三分钟就搞定了,而且工装完好无损。
按照这个原理,我们又衍生出盐浴淬火炉门电机拆卸工具和新型模具安装辅助工具,整套智能拆卸系列使拆装效率提升80%,完全做到了无损伤拆卸,而且敲击拆卸的安全隐患也彻底消失。
3.3 专用加工辅具系列:把“经验”变成“刻度”
车床加工过程中,对刀操作的技术要求很高,以前都是靠师傅们自己慢慢摸索出来的,全凭手感。我们研制出轴承沟槽刀对刀辅助装置,利用定位边和精准刻度线,让操作者只要对准刻度就能对刀,直观又容易懂,一次就能调好,这个小工具把调刀时间从平均20分钟缩短到5分钟,效率提高了70%。
在磨加工环节,导轨锈蚀一直是个大问题,我们设计了磨床导轨自动加油结构,接到设备的自动润滑系统上,定时定量给导轨供油,导轨寿命延长了200%以上。
4、收获:看得见的经济账与看不见的精神账
三年时间,项目成果在一线全部应用,成为工序标配,根据公司财务部对2023年1月-2025年12月项目专项审计报告,项目累计直接成本节约金额为1017.3万元,拆开来看就是:
1) 人工成本减少462.5万元:搬运、拆装、调刀等工位的人工时间减少;
2) 工具模具成本节约307.8万元:工具寿命延长、模块化更换降低采购频次;
3) 质量损失节约148.2万元:磕碰损伤导致的废品率下降90%以上;
4) 设备维护与能耗节约98.8万元:自动加油、防甩油等装置降低故障率和清洁能耗。
项目研发及工装改制总投入118.6万元,投入产出比1:8.6,3个半月就收回了成本。
但对我而言,比起冰冷的经济数据,那些无法用数字直接体现出来的收获更让我觉得宝贵——
一是班组氛围变了,过去,工友们普遍认为“技术创新那是工程师们该操心的事”,而如今,每个人都开始主动思考如何优化和改进自己手头的工作,项目组在《企业改革与管理》期刊发表论文,系统总结了提案改善与工装创新的管理经验,我们的创新模式已向3家供应链企业推广。
二是人才成长起来了——柏松获评高级工程师,并参与了省级科技成果项目;刘殿兵、胡计勇从一线做起,同样也被评为高级工程师;此外,我们公司的李金贵还被评为正高级工程师。我本人也入选了邢台市“太行泉城黄金台聚才计划”。这些荣誉的背后,都是一个个小改小革积攒起来的真本事。
三是安全环保上台阶,敲打、徒手搬运等高危作业不复存在,油污集中回收,工厂面貌焕然一新。
5、经验:班组长如何带好“创新队伍”
回顾三年攻关路,我总结出几条可供同行参考的心得:
一是班组长要当好“痛点侦察兵”, 坐在办公室里想不出创新点,创新都藏在一线的苦活、累活、危险活里,班组长要到每个工位上,跟工友聊聊天,把他们的牢骚话记下来,那就是创新的“金矿”。
第二是建立方法论比聪明才智更重要,大家觉得创新靠天赋,靠灵感,我觉得恰恰相反,我们项目做出16个工具,不是靠谁特别聪明,而是有一套可以复制的流程:调研痛点-设计方案-快速试制-稳定验证-固化推广,有了这条路子,原来不会创新的人,也能一步一步做出成果。
三是用好提案改善制度这把“钥匙”, 我们公司有完善的提案改善流程,从提交、审核到推广、奖励,每个环节都有规范,员工提出的改进一旦采纳,最低奖励20元,好的设立总经理特别奖,上不封顶。每年公司发放的改善奖励超过30万元,别小看这个制度,它让“提建议”变成了每个人分内的事。
四是我们所研制的每一件工具,若单独拿出来看似乎都微不足道——不过是一个夹具、一个架子或者一块对刀板而已,但16项组合在一起,就形成了一套完整的生产工具链,产生超千万元的效益,这正是“微创新”所发挥出的惊人乘数效应。
6、结论
从抡大锤到扳手转螺丝,从两人抬到一人操纵吊具,从满地油污到车间亮堂堂——这些改变的背后,是班组成员无数个琢磨方案的不眠夜,是一遍遍试制失败的坚持,是每个人把车间的事当成自己家事的上心。
“小改小革”不神秘,它就藏在每个岗位的举手之劳里,作为一名老班长,我最深刻的体会是:切勿轻视任何一个来自基层的改良建议,当成百上千个微小的“创意点子”汇聚在一起时,它们所产生的力量足以推动整个行业的进步与发展。
展望未来,我们团队正在尝试将传感器技术与物联网技术集成到工装工具中,致力于开发智能化的吊装与拆装设备,从而赋予工装“自主汇报状态”的能力,我相信,只要扎根一线、持续改进,班组的创新之路一定会越走越宽。
[1-6]
参考文献
[1]胡立涛,柏松,李金贵. 基于工厂提案改善的企业核心竞争力提升策略研究——以A公司为例[J]. 企业改革与管理, 2024, No.484(23): 18-20.
[2]胡立涛,柏松,李金贵. 企业提案改善策略及实施效果评估研究——以T公司为例[J]. 企业改革与管理, 2024, No.474(13): 38-40.
[3]胡立涛,王德林,柏松,等. 轴承铣槽效率提升过程及其技术改进[J]. 模具制造, 2025, 25(11): 219-221.
[4]田鹏,肖雪峰,邱艳春,等. 改善提案活动在公司人才育成中的作用[J]. 中小企业管理与科技(中旬刊), 2016, (01): 22.
[5]向中林. 联发纺织重视员工创造创新——10多项合理化建议和改善提案获国家专利[J]. 江苏纺织, 2012, No.340(02): 34.
[6]蒋玉洁,张文胜. 改进改善提案制度推动企业技术创新——天津汽车模具有限公司的新探索[J]. 中国人力资源开发, 2008, No.216(06): 64-66.
胡立涛:副高级工程师,联系方式18303191309